راهنمای کامل دندانههای تیغ اره: تعداد، انواع و زوایا
تیغ ارهها یکی از ابزارهای اساسی در برشکاری چوب، فلز و سایر مواد هستند. یکی از عوامل کلیدی که بر سرعت، دقت و کیفیت برش تأثیر میگذارد، دندانههای تیغ اره است. طراحی دندانهها، از جمله تعداد، نوع و زاویه آنها، نقش مهمی در عملکرد تیغه و طول عمر آن دارد.
انتخاب مناسب تیغ اره بر اساس نوع متریال و نوع برشی که نیاز داریم، میتواند از ایجاد لبههای نامنظم، شکستگی تیغه و کاهش کارایی جلوگیری کند. در این مقاله، به بررسی کامل دندانههای تیغ اره، از جمله تعداد دندانهها، انواع طراحی آنها و زوایای مختلفی که در برشکاری کاربرد دارند، خواهیم پرداخت تا راهنمایی جامع برای انتخاب بهترین تیغ اره ارائه دهیم.
تعداد دندانه های تیغ اره
تعداد دندانه های تیغ اره یکی از مهمترین عوامل در انتخاب تیغه مناسب برای کار شماست. این عدد نشان می دهد که در هر اینچ از تیغه چند دندانه وجود دارد و به اختصار TPI (Tooth Per Inch) نامیده می شود.
اهمیت تعداد دندانه های تیغ اره
- سرعت برش: تیغه های با دندانه های درشت (TPI پایین) سرعت برش بالاتری دارند اما کیفیت سطح برش ممکن است پایینتر باشد.
- کیفیت سطح برش: تیغه های با دندانه های ریز (TPI بالا) کیفیت سطح برش بهتری ایجاد می کنند اما سرعت برش پایینتری دارند.
- نوع ماده: جنس ماده ای که قرار است برش دهید نیز در انتخاب تعداد دندانه موثر است. برای مواد نرمتر مانند چوبهای نرم، دندانههای درشتتر و برای مواد سختتر مانند فلزات، دندانههای ریزتر مناسبتر است.
- ضخامت ماده: ضخامت ماده نیز بر انتخاب تعداد دندانه تاثیر میگذارد. برای برش مواد ضخیمتر، دندانههای درشتتر مناسبتر است.

انواع دندانه های تیغ اره نواری
دندانه های تیغ اره نواری بر اساس شکل و زاویه برش به انواع مختلفی تقسیم می شوند که هر کدام برای کاربرد خاصی مناسب هستند. در اینجا به چهار نوع رایج از این دندانه ها اشاره می کنیم:
- تیپ دندانه استاندارد یا معمولی (N): این نوع دندانه با زاویه برش صفر درجه برای برش فولادهای کم آلیاژ و خوش برش، مقاطع توپر در سایزهای کوچک تا متوسط و همچنین لوله و پروفیل مناسب است.
- تیپ دندانه هوک (K): این نوع دندانه با زاویه برش ۱۰ درجه (زاویه مثبت) و فضای حمل و تخلیه براده بلند و عمیق، اغلب برای برش مقاطع غیر آهنی، انواع مختلف فولادها از جمله آلیاژهای کروم و نیکل و به طور کلی برای برش مقاطع بزرگتر استفاده می شود.
- تیپ دندانه پلاس (مثبت): این نوع دندانه با شیب زاویه به شدت مثبت (۱۶ درجه) دارای ویژگی های خاصی است که جهت برش مقاطع سخت از جمله استنلس استیل و فولادهای مقاوم به اسید استفاده می شود.
- تیپ دندانه چپ و راستی: در این نوع دندانهها، دندانهها به صورت متناوب به چپ و راست متمایل هستند و برای برش انواع فلزات رنگی، چوب، پلاستیک و آلومینیوم استفاده میشود.
نکات مهم در انتخاب تعداد دندانه های تیغ اره
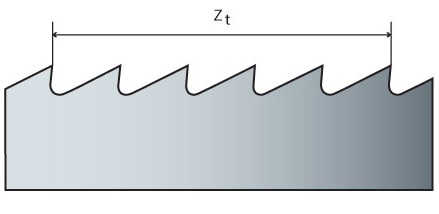
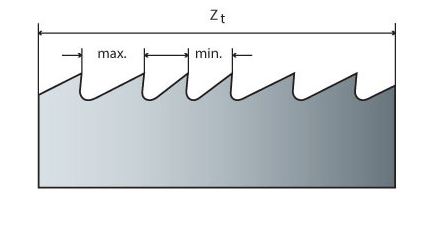
- TPI ثابت و متغیر: دندانه های تیغ اره ممکن است ثابت یا متغیر باشند. در تیغه های با دندانه ثابت، تعداد دندانه ها در هر اینچ ثابت است، اما در تیغه های با دندانه متغیر، تعداد دندانه ها در هر اینچ به صورت متناوب تغییر می کند.
- زاویه دندانه: علاوه بر تعداد دندانه، زاویه دندانه نیز بر عملکرد تیغه تاثیر دارد. زاویه دندانه های تیغه های اره معمولا بین ۵ تا ۱۵ درجه است.
- نوع برش: برای برش های مستقیم، از تیغه هایی با دندانه های یکنواخت استفاده می شود. برای برش های منحنی، از تیغه هایی با دندانه های متغیر استفاده می شود.
انواع زاویه دندانه تیغ اره نواری
رایج ترین انواع دندانه های تیغ اره نواری، دندانه ثابت و دندانه متغیر هستند. (دندانه متغیر فقط در بی متال استفاده می شود).
زاویه دندانه تیغ اره نواری یکی از مهمترین عوامل تعیین کننده عملکرد آن در برش مواد مختلف است. این زاویه در واقع زاویه بین سطح مقطع دندانه و خط برش است. زاویه دندانه تیغ اره نواری بر روی دو نوع تیغ اره نواری با دندانه ثابت و دندانه متغیر متفاوت است.
زاویه دندانه تیغ اره نواری با دندانه ثابت
در تیغ اره نواری با دندانه ثابت، زاویه دندانه می تواند صفر درجه یا مثبت باشد. زاویه دندانه صفر درجه برای برش مواد نرم مانند آلومینیوم، چوب و پلاستیک مناسب است. این زاویه استحکام دندانه را افزایش می دهد و احتمال شکستن دندانه را کاهش می دهد. زاویه دندانه مثبت برای برش مواد سخت مانند فولاد و استیل مناسب است. این زاویه باعث می شود که دندانه ها به راحتی وارد ماده برش شوند و براده را به راحتی از آن جدا کنند.
زاویه دندانه تیغ اره نواری با دندانه متغیر
در تیغ اره نواری با دندانه متغیر، زاویه دندانه در طول تیغه متفاوت است. در قسمت ابتدایی، زاویه دندانه صفر درجه و در قسمت میانی، زاویه دندانه مثبت است. در قسمت انتهایی تیغه، زاویه دندانه دوباره به صفر درجه می رسد. این نوع دندانه برای برش موادی که در ابتدای برش سخت هستند و در انتهای برش نرم تر هستند، مناسب است.
مزایای تیغههای اره نواری با دندانه متغیر
- انعطافپذیری بالا: قابلیت برش انواع مواد و مقاطع با ضخامتهای مختلف
- کیفیت برش بهتر: به دلیل متغیر بودن زاویه دندانهها، سطح برش صافتر و یکنواختتر خواهد بود.
- کاهش لرزش: متغیر بودن اندازه دندانهها باعث کاهش لرزش در حین برش میشود.
- طول عمر بیشتر تیغه: به دلیل توزیع یکنواخت فشار بر روی دندانهها، طول عمر تیغه افزایش مییابد.
چپ و راست کردن دندانه تیغ اره نواری
چپ و راست کردن دندانه تیغ اره نواری یکی از رایج ترین مواردی است که برشکاران بر اساس سختی و بافت چوب انجام می دهند. این کار باعث ایجاد اصطکاک کمتر و حرکت آسان تر تیغ در برش قطعه چوب می شود.
چرا چپ و راست کردن دندانه های تیغ اره مهم است؟

- کاهش اصطکاک: چپ و راست بودن دندانه ها باعث کاهش اصطکاک بین تیغ و قطعه کار می شود. این امر منجر به کاهش حرارت تولید شده و افزایش طول عمر تیغ می شود.
- حرکت آسان تر: کاهش اصطکاک باعث حرکت آسان تر تیغ در قطعه کار می شود و در نتیجه برش دقیق تر و سریع تر انجام می شود.
- تخلیه بهتر براده: چپ و راست کردن دندانه ها به تخلیه بهتر براده ها از محل برش کمک می کند. این امر از گیر کردن تیغ و آسیب به آن جلوگیری می کند.
همچنین بخوانید: نحوه چیدمان قطعات در دستگاه اره نواری
نحوه چپ و راست کردن دندانه های تیغ اره
چپ و راست کردن دندانه ها را می توان با استفاده از ابزار دستی یا ماشین مخصوص انجام داد. البته چپ و راست کردن دندانه تیغ های باریک توسط ماشین دشوارتر است. برای این کار، دندانه ها را به صورت یکی در میان (یکی به چپ، یکی به راست) خم می کنند. در مواردی نیز بعد از هر چند دندانه چپ و راست شده، یکی را رها می کنند. این کار به حرکت مستقیم تیغ در محل برش و تخلیه براده ها کمک می کند.
نکات مهم در چپ و راست کردن دندانه های تیغ اره
- شدت چپ و راست کردن: شدت چپ و راست کردن دندانه ها به میزان سختی و بافت چوب بستگی دارد. چوب های نرم تر به چپ و راست کردن کمتری نیاز دارند، در حالی که چوب های سخت تر به چپ و راست کردن بیشتری نیاز دارند.
- محل خم کردن دندانه: دندانه ها را نباید از قسمت پایه خم کرد، چرا که باعث افزایش احتمال شکستگی می شود.
- میزان مناسب خم کردن: خم کردن بیش از حد دندانه ها باعث وارد شدن فشار به آنها و همچنین ناصافی سطح برش می شود. از سوی دیگر، کمتر بودن میزان خم کردن دندانه ها از میزان مناسب آن باعث افزایش اصطکاک و ایجاد حرارت بیشتر در محل برش چوب خواهد شد.
جدول زاویه دندانه تیغ اره نواری
در هنگام انتخاب تیغ اره نواری باید به زاویه دندانه آن توجه کنید. زاویه دندانه مناسب برای برش ماده مورد نظر، عملکرد تیغ اره را بهبود می بخشد و باعث می شود که برش با کیفیت بالاتری انجام شود. در جدول زیر نمونه هایی از زاویه دندانه تیغ اره نواری و کاربرد آنها به نمایش گذاشته شده است:
|
نوع تیغ اره |
زاویه دندانه | کاربرد |
|
دندانه ثابت |
صفر درجه |
برش مواد نرم |
|
دندانه ثابت |
مثبت |
برش مواد سخت |
|
دندانه متغیر |
صفر درجه |
ابتدای برش مواد سخت |
| دندانه متغیر | مثبت |
برش مواد سخت |
زاویه تیغ اره نواری بر عملکرد آن در برش مواد مختلف تأثیر می گذارد. به طور کلی، زاویه دندانه تیغ اره نواری باید به گونه ای باشد که بتواند برش را با سهولت و دقت انجام دهد. زاویه تیغ اره نواری برای برش مواد مختلف به شرح زیر است:
• برای برش مواد نرم مانند چوب و آلومینیوم، زاویه دندانه تیغ اره نواری معمولاً صفر درجه است. این زاویه باعث می شود که دندانه ها به راحتی وارد ماده شوند و براده را به راحتی از آن جدا کنند.
• برای برش مواد سخت مانند فولاد و استیل، زاویه تیغ اره نواری معمولاً مثبت است. این زاویه باعث می شود که دندانه ها با فشار بیشتری وارد ماده شوند و براده را به راحتی از آن جدا کنند.
• برای برش مواد ضخیم، زاویه تیغ اره نواری باید بیشتر باشد تا دندانه ها بتوانند به راحتی وارد ماده شوند.
• برای برش مواد با لبه های تیز، زاویه تیغ اره نواری باید کمتر باشد تا از ایجاد براده های ریز جلوگیری شود.
همچنین بخوانید : پنچ کاربرد مهم تیغ اره نواری در صنعت
عوامل موثر بر زاویه دندانه تیغ اره نواری
زاویه دندانه تیغ اره نواری تحت تأثیر عوامل مختلفی قرار می گیرد، از جمله:
جنس ماده مورد نظر
جنس ماده مورد نظر یکی از مهمترین عوامل موثر بر زاویه دندانه تیغ اره نواری است. مواد نرم مانند چوب و آلومینیوم به زاویه دندانه کمتری نیاز دارند، در حالی که مواد سخت مانند فولاد و استیل به زاویه دندانه بیشتری نیاز دارند.
ضخامت ماده مورد نظر
ضخامت ماده مورد نظر نیز بر زاویه دندانه تیغ اره نواری تأثیر می گذارد. مواد ضخیم تر به زاویه دندانه بیشتری نیاز دارند تا دندانه ها بتوانند به راحتی وارد ماده شوند.
سرعت برش مورد نظر
سرعت برش مورد نظر نیز بر زاویه دندانه تیغ اره نواری تأثیر می گذارد. برش های سریعتر به زاویه دندانه کمتری نیاز دارند، زیرا دندانه ها فرصت کمتری برای گرم شدن و از بین رفتن دارند.
نوع برش مورد نظر
نوع برش مورد نظر نیز بر زاویه دندانه تیغ اره نواری تأثیر می گذارد. برش های صاف به زاویه دندانه کمتری نیاز دارند، در حالی که برش های منحنی به زاویه دندانه بیشتری نیاز دارند تا دندانه ها بتوانند به راحتی در امتداد منحنی حرکت کنند.
مزایا و معایب هر یک از زوایای انتخاب زاویه دندانه
- زاویه صفر درجه:
- مزایا: برش تمیز و صاف، مناسب برای مواد نرمتر
- معایب: سرعت برش کمتر، ممکن است در برش مواد سختتر کارایی کمتری داشته باشد.
- زاویه مثبت:
- مزایا: سرعت برش بالاتر، مناسب برای مواد سختتر، تخلیه بهتر براده
- معایب: ممکن است سطح برش کمی زبرتر باشد.
جمع بندی
زاویه دندانه تیغ اره نواری یکی از مهمترین عوامل تعیین کننده عملکرد آن در برش مواد مختلف است. زاویه دندانه مناسب برای برش ماده مورد نظر، عملکرد تیغ اره را بهبود می بخشد و باعث می شود که برش با کیفیت بالاتری انجام شود. در هنگام انتخاب تیغ اره نواری باید به زاویه دندانه آن توجه کنید و زاویه مناسب را برای برش ماده مورد نظر انتخاب کنید.
برای خرید انواع تیغ اره نواری می توانید به سایت فروشگاه تیغ اره مارکت مراجعه نمایید. و از یکی از روش های صفحه تماس با ما، با این فروشگاه اینترنتی در ارتباط باشید. همچنین برای کسب اطلاعات بیشتر درباره مجموعه تیغ اره مارکت، می توانید به صفحه درباره ما رجوع کنید.